Page 4 - SF; EE; INSTRUKCJE; NÁVOD K POUŽITÍ A Ú; IZMANTOŠANAS UN TEHNISKĀS APKOPES ROKASGRĀMATA
- 4 - ISTRUZIONI PER L’USO E LA MANUTENZIONE .. ................................................pag. 8 ATTENZIONE! PRIMA DI UTILIZZARE LA SALDATRICE LEGGERE ATTENTAMENTE IL MANUALE DI ISTRUZIONE! INSTRUCTIONS D'UTILISATION ET D'ENTRETIEN ..............................................pag. 11 ATTENTIO...
Page 5 - INDEX; GENERAL SAFETY CONSIDERATIONS FOR ARC
1. GENERAL SAFETY CONSIDERATIONS FOR ARC WELDING .................... 5 5.1.2 Assembling the welding cable-electrode holder clamp ...................... 6 5.2 HOW TO LIFT THE WELDING MACHINE .................................................. 6 2. INTRODUCTION AND GENERAL DESCRIPTION ...................
Page 6 - DESCRIPTION OF THE WELDING MACHINE
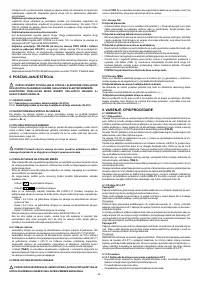
9- Technical specifications for power supply line: - ANTI STICK protection: automatically shuts down the welding machine if the - U : Alternating voltage and power supply frequency of welding machine (allowed electrode sticks to the material being welded so that it can be removed manually 1 without ...
Page 8 - INDICE; SICUREZZA GENERALE PER LA SALDATURA AD
INDICE ITALIANO pag. pag. SALDATRICI AD INVERTER PER LA SALDATURA TIG ED MMA PREVISTE PER USO INDUSTRIALE E PROFESSIONALE. Nota: Nel testo che segue verrà impiegato il termine “saldatrice”. 1. SICUREZZA GENERALE PER LA SALDATURA AD - Apparecchiatura di classe A: Questa saldatrice soddisfa i requisit...
Page 9 - DESCRIZIONE DELLA SALDATRICE
- A/V-A/V: Indica la gamma di regolazione della corrente di saldatura (minimo - di alimentazione è fuori dal range +/- 15% rispetto al valore di targa. massimo) alla corrispondente tensione d'arco. ATTENZIONE: Superare il limite di tensione superiore, sopra citato, 9- Dati caratteristici della linea...
Page 10 - SALDATURA: DESCRIZIONE DEL PROCEDIMENTO
possibile al giunto in esecuzione. 6.2 SALDATURA MMA Questo cavo va collegato al morsetto con il simbolo (+). 6.2.1 Osservazioni Collegamento alla bombola gas - E' indispensabile, rifarsi alle indicazioni del fabbricante riportate sulla confezione - Avvitare il riduttore di pressione alla valvola de...
Page 11 - SOMMAIRE; RÈGLES GÉNÉRALES DE SÉCURITÉ POUR LE
pag. pag. SOMMAIRE FRANÇAIS 1. RÈGLES GÉNÉRALES DE SÉCURITÉ POUR LE SOUDAGE 5.2 MODE DE SOULÈVEMENT DU POSTE DE SOUDAGE ....................... 12 5.3 POSITIONNEMENT DU POSTE DE SOUDURE ................................... 12 À L'ARC ... ..................................................................
Page 12 - DESCRIPTION DU POSTE DE SOUDAGE
soudage se place en veille tant que la température ne rentre pas dans les limites une anomalie qui bloque le passage du courant de soudure pour des raisons autorisées. diverses. Ces raisons peuvent être: - A/V - A/V: indique la plage de régulation du courant de soudage (minimum - - Protection thermi...
Page 13 - RECHERCHE DES PANNES
5.5.1 Soudage TIG la I correspond à 25% du courant configuré. B Connexion torche - La première pression du bouton entraîne l'amorçage de l'arc avec un courant I . Le BASE - Insérer le câble porte-courant dans la borne rapide (-). Connecter le connecteur à relâchement du poussoir entraîne la montée d...
Page 14 - INHALTSVERZEICHNIS; ALLGEMEINE SICHERHEITSVORSCHRIFTEN ZUM
1. ALLGEMEINE SICHERHEITSVORSCHRIFTEN ZUM 5.1.2 Zusammensetzen Schweißkabel und Elektrodenklemme .................. 16 5.2 ANHEBEN DER SCHWEISSMASCHINE ................................................... 16 LICHTBOGENSCHWEISSEN ...........................................................................
Page 18 - ÍNDICE; SEGURIDAD GENERAL PARA LA SOLDADURA POR
ÍNDICE ESPAÑOL pág. pág. 1. SEGURIDAD GENERAL PARA LA SOLDADURA POR ARCO ....................... 18 5.2 MODALIDAD DE ELEVACIÓN DE LA SOLDADORA ................................. 205.3 UBICACIÓN DE LA SOLDADORA ............................................................. 20 2. INTRODUCCIÓN Y DESCRIPC...
Page 19 - DESCRIPCIÓN DE LA SOLDADORA
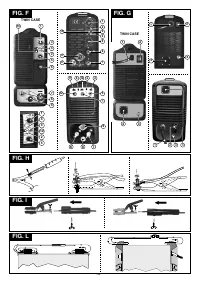
velocidad y precisión de la regulación, confieren a la soldadora excelentes cualidades. 4.1.2 Soldadora con cebado HF/LIFT (FIG. C) La regulación con sistema “inverter” en la entrada de la línea de alimentación (primario) 1- Entrada línea de alimentación monofásica o trifásica, grupo rectificador y ...
Page 20 - SOLDADURA: DESCRIPCIÓN DEL PROCEDIMIENTO
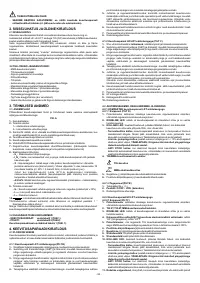
2 - Mando a distancia con un potenciómetro: La Tabla (TAB.1) indica los valores aconsejados para los cables de soldadora (en mm ) girando el mando del potenciómetro se varía la corriente principal del mínimo al en base a la máxima corriente distribuida por la soldadora. _____________________________...
Page 22 - SEGURANÇA GERAL PARA A SOLDAGEM A ARCO
MÁQUINAS DE SOLDAR COM INVERTER PARA A SOLDADURA TIG E MMA PREVISTAS PARA USO INDUSTRIAL E PROFISSIONAL.Nota: No texto a seguir será utilizada a frase “máquina de solda” . 1. SEGURANÇA GERAL PARA A SOLDAGEM A ARCO O operador deve ser suficientemente informado sobre o uso seguro da máquina - A passag...
Page 23 - INTRODUÇÃO E DESCRIÇÃO GERAL; DESCRIÇÃO DO APARELHO DE SOLDAR
tensão convertida pelo bloco 2; o mesmo tem a função de adaptar tensão e corrente aos valores necessários para o processo de soldadura por arco e simultaneamente de isolar galvanicamente o circuito de solda da linha de RISCOS RESÍDUOS alimentação. 4- Ponte rectificador secundária com indutância de n...
Page 26 - INHOUD; ALGEMENE VEILIGHEID VOOR HET BOOGLASSEN
pag. pag. INHOUD NEDERLANDS 1. ALGEMENE VEILIGHEID VOOR HET BOOGLASSEN ................................... 26 5.2 MODALITEIT VAN OPHIJSEN VAN DE LASMACHINE ............................. 28 5.3 PLAATSING VAN DE LASMACHINE ......................................................... 28 2. INLEIDING EN AL...
Page 29 - PROBLEEMOPLOSSINGEN
dat de aanwezigheid van gas gegarandeerd is en dat de ontladingen HF zichtbaar zijn, meest correcte methode om de boog te trekken. moet men niet lang aandringen op het onderwerpen van de elektrode aan de werking LET OP!: NIET MET DE ELEKTRODE OP HET STUK SLAAN; de mogelijkheid van de HF, maar de opp...
Page 30 - INDHOLDSFORTEGNELSE; ALMENE SIKKERHEDSNORMER VEDRØRENDE
sd. sd. DANKS INDHOLDSFORTEGNELSE 1. ALMENE SIKKERHEDSNORMER VEDRØRENDE LYSBUESVEJSNING .... 30 5.2 HVORDAN SVEJSEMASKINEN SKAL LØFTES ....................................... 31 5.3 PLACERING AF SVEJSEMASKINEN........................................................ 31 2. INDLEDNING OG ALMEN BESKRIVE...
Page 31 - BESKRIVELSE AF SVEJSEMASKINEN
Skulle anvendelsesparametrene (mærkedata, gældende for en omgivende - Sikring mod for høj eller for lav spænding på linjen: Den spærrer lufttemperatur på 40°C) overstiges, udløses varmeudkoblingen (svejsemaskinen svejsemaskinen: Netspændingen befinder sig udenfor spektret +/-15% i forhold bliver på ...
Page 32 - SVEJSNING: BESKRIVELSE AF FREMGANGSMÅDEN
pols konnektoren (brænderknap) til den dertil beregnede tilslutning (hvis påkrævet). (såfremt den er indstillet) til den minimale svejsestrøm. Sidstnævnte opretholdes, Forbind brænderens gasrør med det dertil beregnede gasrør (hvis påkrævet). i n d t i l k n a p p e n s l i p p e s , h v o r v e d s...
Page 33 - SISÄLLYSLUETTELO; KAARIHITSAUKSEN YLEINEN TURVALLISUUS; JOHDANTO JA YLEISKUVAUS
S. S. SISÄLLYSLUETTELO SUOMI TEOLLISUUS- JA AMMATTIKÄYTTÖÖN TARKOITETUT TIG- JA MMA- INVERTTEREIHITSAUSKONEET. Huom.: jatkossa käytetään pelkkää nimitystä “hitsauskone”. 1. KAARIHITSAUKSEN YLEINEN TURVALLISUUS - A-luokan laitteistot: Hitsauskoneen käyttäjän on tunnettava riittävän hyvin koneen turva...
Page 34 - HITSAUSLAITTEEN KUVAUS
valmiustilassa, kunnes sen lämpötila palaa sallittujen rajojen puitteisiin). - Linjan ali- tai ylijännitteen suojus: sulkee hitsauslaitteen: virransyötön jännite - A/V-A/V: Ilmoittaa hitsausvirran säätöalueen (minimi - maksimi) kaaren ei ole vaihteluvälissä +/- 15% suhteessa kilven arvoon. HUOMIO: Y...
Page 36 - INNHOLDSFORTEGNELSE
SVEISEBRENNER MED INVERTER FOR TIG- OG MMA-SVEISING FOR BRUK I INDUSTRIER OG NDUSTRIELT OG PROFESJONELT BRUK. Bemerk: i teksten nedenfor brukes termen “sveisebrenner”. - Apparat av klasse A: 1.GENERELL SIKKERHET FOR BUESVEISING Denne sveisebrenneren oppfyller kravene for produktets tekniske standard...
Page 37 - BESKRIVELSE AV SVEISEBRENNEREN
60% = 6 arbeidsminutter, 4 minutters pause, etc.). - Beskyttelse mot for høy og for lav spenning: Maskinen blokkeres: Hvis bruksfaktorene (på skiltet for miljøer med en temperatur av 40°C) overstiges, forsyningspenningen er utenfor feltet +/- 15% i forhold til målverdi. BEMERK: aktiveres det termisk...
Page 39 - INNEHÅLLSFÖRTECKNING
SVETS MED VÄXELRIKTARE FÖR TIG- OCH MMA-SVETSNING AVSEDD FÖR INDUSTRIELLT OCH PROFESSIONELLT BRUK. Anmärkning: i den text som följer kommer vi att använda oss av termen “svets”. - Apparat av klass A: 1. A L L M Ä N N A S Ä K E R H E T S A N V I S N I N G A R F Ö R Denna svets uppfyller kraven i tekn...
Page 40 - BESKRIVNING AV SVETSEN
och motsvarande bågspänning. matningsspänningen ligger utanför området +/- 15% jämfört med värdet som 9- Matningslinjens egenskaper: indikeras på märkplåten. VIKTIGT: Om den ovan nämnda övre - U : Växelspänning och frekvens för matning av maskinen (tillåtna gränser ±10%): spänningsgränsen överskrids...
Page 41 - TILLVÄGAGÅNGSSÄTT
anslutningsdonet (om sådan finns). värdet för huvudströmmen I . A Anslutning av återledarkabel för svetsström När man håller knappen intryckt sänks strömmen enligt funktionen SLOPE DOWN - Denna ska anslutas till svetsstycket eller till den arbetsbänk på vilken stycket är (om vald) tills minimal svet...
Page 42 - ΕΛΛΗΝΙΚΑ; ΚΑΤΑΛΟΓΟΣ ΠΕΡΙΕΧΟΜΕΝΩΝ
ΣΥΓΚΟΛΛΗΤΕΣ ΜΕ ΙΝΒΕΡΤΕΡ ΓΙΑ ΣΥΓΚΟΛΛΗΣΗ TIG ΚΑΙ MMA ΠΟΥ στην περιοχή χρήσης της συγκολλητικής συσκευής. ΠΡΟΒΛΕΠΟΝΤΑΙ ΓΙΑ ΒΙΟΜΗΧΑΝΙΚΗ ΚΑΙ ΕΠΑΓΓΕΛΜΑΤΙΚΗ ΧΡΗΣΗ. Αυτή η συγκολλητική μηχανή ικανοποιεί τα τεχνικά στάνταρντ προϊόντος για Σημείωση: Στο κείμενο πο υ ακολουθεί θα χρησιμοποιείτα ι ο όρος αποκλε...
Page 43 - ΠΕΡΙΓΡΑΦΗ ΤΟΥ ΣΥΓΚΟΛΛΗΤΗ
μεταφορά. 4.1.2 Συγκολλητική μηχανή με εμπύρευμα HF/LIFT (EIK. C)1- Είσοδος γραμμής τροφοδοσίας μονοφασική ή τριφασική, ανορθωτική μονάδα και 2.2 ΕΞΑΡΤΗΜΑΤΑ ΚΑΤΑ ΠΑΡΑΓΓΕΛΙΑ συμπυκνωτές επιπέδωσης. - Κιτ συγκόλλησης MMA. 2- ÃÝöõñá switching ìå ôñáíæßóôïñ (IGBT) êáé drivers: ìåôáôñÝðåé ôçí - Κιτ συγκό...
Page 46 - ОГЛАВЛЕНИЕ; РУССКИЙ; ОБЩАЯ ТЕХНИКА БЕЗОПАСНОСТИ ПРИ ДУГОВОЙ
ОГЛАВЛЕНИЕ стр. РУССКИЙ стр. СВАРОЧНЫЙ АППАРАТ С ИНВЕРТОРОМ ДЛЯ СВАРКИ TIG И MMA ДЛЯ ПРОМЫШЛЕННОГО И ПРОФЕССИОНАЛЬНОГО ИСПОЛЬЗОВАНИЯ.Примечание: В приведенном далее тексте используется термин “сварочный аппарат”. 1.ОБЩАЯ ТЕХНИКА БЕЗОПАСНОСТИ ПРИ ДУГОВОЙ - П р о х о ж д е н и е с в а р о ч н о г о т ...
Page 47 - ОПИСАНИЕ
сварки , управляет исполнительными механизмами , ведет наблюдение за 2.ВВЕДЕНИЕ И ОБЩЕЕ ОПИСАНИЕ системами безопасности . 2.1 ВВЕДЕНИЕ 7- П а н е л ь у с т а н о в к и и в и з у а л и з а ц и и п а р а м е т р о в и р е ж и м о в Этот сварочный аппарат является источником тока для дуговой сварки, фу...
Page 49 - ТЕХ ОБСЛУЖИВАНИЕ
шва . Если возникнут трудности при возбуждении дуги, даже если было проверено 6.2.2 Выполнение наличие газа, и видны разряды HF, не пытаться долго подвергать электрод - Держа маску ПЕРЕД ЛИЦОМ, прикоснитесь к месту сварки концом электрода, действию HF, но проверить поверхностную целостность и форму ...
Page 50 - TARTALOMJEGYZÉK; MAGYAR
TARTALOMJEGYZÉK MAGYAR pag. pag. 1. AZ ÍVHEGESZTÉS ÁLTALÁNOS BIZTONSÁGI SZABÁLYAI ........................ 50 5.2 A HEGESZTŐ EMELÉSÉNEK MÓDOZATAI ............................................ 52 2. BEVEZETÉS ÉS ÁLTALÁNOS ISMERETEK .................................................. 51 5.3 A HEGESZTŐ E...
Page 53 - MEGHIBÁSODÁSOK KERESÉSE
Eljárás: ellentétesen, a mélyedés felett a feltöltés érdekében, majd emelje ki hirtelen az Helyezze az elektród hegyét a hegesztendő darabra, enyhe nyomással. Nyomja le elektródot az olvadékból, s így kialszik a fáklya ( A HEGESZTŐHUZAL teljesen a fákl ya nyomógombját (csak HF/LIFT modellek esetén) ...
Page 54 - CUPRINS; ROM; SURI GENERALE DE SIGURAN
CUPRINS ROM ÂNĂ pag. pag. 1. M Ă SURI GENERALE DE SIGURAN ŢĂ ÎN CAZUL SUDURII CU ARC . . . . . 54 5.2 POSIBILITĂŢI DE RIDICARE A APARATULUI DE SUDURĂ . . . . . . . . . . 56 2. INTRODUCERE ŞI DESCRIERE GENERALĂ . . . . . . . . . . . . . . . . . . . . . . . . 54 5.3 POZIŢIONAREA APARATULUI DE SUDURĂ ....
Page 55 - DESCRIEREA APARATULUI DE SUDURĂ
manevrarea şi transportul acestuia. 2- Punte de comutare cu tranzistori (IGBT) şi tiristori; comută tensiunea redresată în tensiune alternativă de înaltă frecvenţă şi reglează puterea în funcţie de curentul 2.2 ACCESORII LA CERERE: / tensiunea de sudură necesare. - Set sudură MMA. 3- Transformator d...
Page 57 - INERE; DEPISTAREA DEFECTELOR
de sudură (numai pentru modelele HF/LIFT) şi ridicaţi electrodul la 2-3 mm cu câteva electrodul imediat de la baia de sudare pentru stingerea arcului (ASPECTE ALE secunde de întârziere, obţinând astfel aprinderea arcului. Aparatul de sudură degajă CORDONULUI DE SUDURĂ FIG.R). iniţial un curent I ; d...
Page 58 - POLSKI; OGÓLNE BEZPIECZEŃSTWO PODCZAS SPAWANIA
SPIS TR EŚCI POLSKI pag. pag. 1. OGÓLNE BEZPIECZEŃSTWO PODCZAS SPAWANIA ŁUKOWEGO ............ 58 5.2 SPOSÓB PODNOSZENIA SPAWARKI ...................................................... 60 2. WPROWADZENIE I OGÓLNY OPIS ................................................................. 5 9 5.3 USTAWIENI...
Page 59 - WPROWADZENIE I OGÓLNY OPIS
prąd przemienny , dostarczany przez uzwojenie wtórne na prąd / napięcie stałe o niskim falowaniu. 5- Elektronic zny układ sterowania i regulacji: steruje bezzwłocznie wartość POZOSTAŁE ZAGRO ENIA tranzystorów prądu spawania i porównuje z wartością ustawioną przez operatora; - NIEWŁAŚCIWE U Ż YWANIE:...
Page 61 - WYSZUKIWANIE USTEREK
Wcisnąć przycisk znajdujący się na uchwycie spawalniczym i zbliżyć przedmiot do natomiast niskie wartości ARC-FORCE umożliwiają bardziej miękki łuk, bez końcówki elektrody (2 - 3mm), odczekać aż zajarzy się łuk przekazywany przez impulsy rozpryskiwania typowego dla elektrod rutylowych. HF. Po zajarz...
Page 62 - OBSAH; ESKY; . Z Á K L A D N Í B E Z P E
OBSAH Č ESKY pag. pag. 1. ZÁKLADNÍ BEZPE Č NOSTNÍ POKYNY PRO OBLOUKOVÉ SVA Ř OVÁNÍ ... 62 5.2 ZPŮSOB ZVEDÁNÍ SVAŘOVACÍHO PŘÍSTROJE .................................... 64 2. ÚVOD A ZÁKLADNÍ POPIS .............................................................................. 62 5.3 UMÍSTĚNÍ SVAŘOVACÍ...
Page 63 - POPIS SVAŘOVACÍHO PŘÍSTROJE
2.2 VOLITELNÉ PŘÍSLUŠENSTVÍ DODÁVANÉ NA PŘÁNÍ: 4- Sekundární usměrňovací můstek s vyrovnávací indukční cívkou: Přepíná střídavé - Sada pro svařování MMA. napětí / proud ze sekundárního vinutí na jednosměrný proud / napětí s velmi - Sada pro svařování TIG. nízkým vlněním. - Adaptér pro plynovou láhev...
Page 64 - POPIS PRACOVNÍHO POSTUPU
- Dálkové ovládání se dvěma potenciometry: - Zemnicí kabel je třeba připojit ke svařovanému dílu nebo ke kovovému stolu, na První potenciometr reguluje hlavní proud. Druhý potenciometr reguluje další kterém je uložen, co nejblíže k vytvářenému spoji. parametr, který závisí na aktivním svařovacím rež...
Page 65 - ODSTRAŇOVÁNÍ PORUCH
nárůst tepla. - Zkontrolujte správnost odtoku plynu. 7.2 MIMOŘÁDNÁ ÚDRŽBA - Přerušení svařování se provádí uvolněním tlačítka svařovací pistole s následným OPERACE MIMOŘÁDNÉ ÚDRŽBY MUSÍ BÝT PROVEDENY VÝHRADNĚ postupným poklesem svařovacího proudu (je-li aktivovaná funkce SLOPE DOWN) PERSONÁLEM SE ZK...
Page 66 - SLOVENSKY; . Z Á K L A D N É B E Z P E Č N O S T N É P O K Y N Y P R E
OBSAH SLOVENSKY pag. pag. 1. ZÁKLADNÉ BEZPEČNOSTNÉ POKYNY PRE OBLÚKOVÉ ZVÁRANIE ...... 66 5.2 SPÔSOB DVÍHANIA ZVÁRACIEHO PRÍSTROJA ..................................... 68 2. ÚVOD A ZÁKLADNÝ POPIS ........................................................................... 66 5.3 UMIESTNENIE ZVÁRACIE...
Page 67 - POPIS ZVÁRACIEHO PRÍSTROJA
Vlastnosti tohto regulačného systému (MENIČA), ako napr. vysoká rýchlosť a presnosť 8- Regulácia na diaľku. regulácie, dávajú zváraciemu prístroju vynikajúce vlastnosti pri zváraní obalenými .Regulácia systému „meniča“ na vstupe napájacieho vedenia (primárneho) ďalej 4.1.2 Zvárací prístroj so zapále...
Page 69 - ODSTRAŇOVANIE PORÚCH
Zapálenie elektrického oblúku sa uskutoční oddialením wolframové elektródy od od dielu konštantnú vzdialenosť, odpovedajúcu priemeru použitej elektródy; zváraného dielu. Tento spôsob zapálenia oblúku spôsobuje menšie elektro-radiačné pamätajte, že elektróda musí byť naklonená pod uhlom 20-30 stupňov...
Page 70 - KAZALO; SLOVENSKO; SPLOŠNA VARNOST PRI OBLOČNEM VARJENJU
KAZALO SLOVENSKO pag. pag. 1. SPLOŠNA VARNOST PRI OBLOČNEM VARJENJU ......................................... 70 5.2 NAÈIN DVIGANJA VARILNEGA APARATA .................................................... 72 2. UVOD IN SPLOŠNI OPIS .........................................................................
Page 74 - HRVATSKI; A SIGURNOST ZA LU
KAZALO HRVATSKI pag. pag. 1. OP Ć A SIGURNOST ZA LU Č NO VARENJE ..................................................... 74 5.2 NAČIN PODIZANJA STROJA ZA VARENJE ............................................... 76 2. UVOD I OPĆI OPIS ........................................................................
Page 75 - OPIS STROJA ZA VARENJE
konvertiranim naponom iz bloka 2; ima funkciju adaptiranja napona i struje 2.2 DODATNA OPREMA PO NARUDŽBI: vrijednostima potrebnima za proces lučnog varenja i istovremeno galvaničkog - Komplet za varenje MMA. izoliranja kruga varenja od linije napajanja. - Komplet za varenje TIG. 4- Sekundarni most ...
Page 76 - POSTAVLJANJE STROJA
2 rotirajući ručicu potenciometra mijenja se glavna struja od minimalne do apsolutno U tabeli (TAB. 1) su navedene savjetovane vrijednosti za kablove za varenje (u mm ) na maksimalne vrijednosti. Regulacija glavne struje vrši se ekskluzivno daljinskim osnovu maksimalne struje koju isporučuje stroj z...
Page 77 - POTRAGA ZA KVAROVIMA
6.1. 3.2 Način rada za strojeve za varenje sa paljenjem HF/LIFT taljenje izolacijskih materijala i oštetilo bateriju. Način TIG sa sekvencom 2T: - Povremeno provjeriti nepropusnost cijevi i plinskih priključaka. - Pritisnuti do kraja tipku plamenika (P.T.), upaliti luk, održati udaljenost od 2-3mm o...
Page 78 - TURINYS; LIETUVI; BENDRI SAUGUMO REIKALAVIMAI LANKINIAM
1. BENDRI SAUGUMO REIKALAVIMAI LANKINIAM SUVIRINIMUI ................. 78 5.4 PRIJUNGIMAS PRIE TINKLO................................................................... 80 2. ĮVADAS IR BENDRAS APRAŠYMAS ............................................................. 79 ...................................
Page 79 - ĮVADAS
kokiems kitiems darbams , kitokiems nei pagal numatytą paskirtį (pavyzdžiui, reguliuoja IGBT prietaisų komandas . vandentieki o vamzdžių atitirpdymas) . Nulemia dinamišką srovės valdymą elektrodo lydimosi metu (momentiniai trumpieji sujungimai) ir prižiūri saugumo sistemas . 6- Suvirinimo aparato da...
Page 81 - GEDIMŲ PAIE
LIFT uždegimas: elektrodo diametrui ir suvirinimo metu stengtis pastoviai išlaikyti šį atstumą ; svarbu Elektros lanko uždegimas įvyksta atitraukiant volframo elektrodą nuo virinamo prisiminti, kad elektrodo pasvirimas judėjimo kryptimi turėtų būti apytiksliai 20-30 gaminio. Toks uždegimo būdas sąly...
Page 82 - SISUKORD; KAARKEEVITUSE ÜLDISED OHUTUSNÕUDED
SISUKORD EESTI pag. pag. 1. KAARKEEVITUSE ÜLDISED OHUTUSNÕUDED ........................................... 82 5.3 KEEVITUSAPARAADI ASUKOHT ............................................................. 84 2. SISSEJUHATUS JA ÜLDINE KIRJELDUS ...................................................... 83 5....
Page 83 - SISSEJUHATUS JA ÜLDINE KIRJELDUS; TEHNILISED ANDMED
poolt toodetud pinge/voolu madalate lainetega pingeks/pidevvooluks . 5- Juhtimis- ja reguleerimiselektroonika: kontrollib momentaanselt keevitusvoolu TEISED VÕIMALIKU OHUD ülekandjate väärtuse ja võrdleb seda operaatori poolt valitud väärtusega; muudab IGBT draiverite juhtimisimpulsse, mis teostavad...
Page 86 - SATURS; LATVIEŠU; D R O Š
SATURS LATVIEŠU pag. pag. 1. VISP Ā R Ī G Ā DROŠ Ī BAS TEHNIKA LOKA METIN Ā ŠANAS LAIK Ā ............... 86 2. IEVADS UN VISPĀRĪGS APRAKSTS ............................................................. 86 2.1 IEVADS .. ....................................................................................
Page 87 - METINĀŠANAS APARĀTA APRAKSTS
- 87 - kvalitāti. 4.1.2 Metināšanas aparāts ar HF/LIFT loka aizdedzināšanu (ZĪM. C) Pateicoties tam, ka primārās barošanas līnijas ieeja tiek regulēta ar "invertora" 1- Vienfāzes vai trīsfāzu barošanas līnijas ieeja , taisngrieža mezgls un līdzināšanas sistēmas palīdzību, tiek būtiski samazi...
Page 88 - UZSTĀDĪŠANA
- 88 - mugurpusē, pie tā var pieslēgt dažāda tipa tālvadības pultis. Visas ierīces tiek NO BAROŠANAS TĪKLA. automātiski at pazītas un ar to palīdzību var regulēt šādus parametrus: Tabulā (TAB. 1) ir norādītas metināšanas vadu šķērsgriezuma rekomendējamas 2 - Tālvadības pults ar vienu potenciometru: ...
Page 89 - APKOPE; IESPĒJAMO PROBLĒMU RISINĀŠANA
- 89 - strāvu, pēc brīža tiek emitēta uzstādītā metināšanas strāva. Cikla beigās strāva pazūd 7. TEHNISK Ā APKOPE saskaņā ar uzstādīto rimšanas līkni (tikai HF/LIFT modeļiem). _____________________________________________________________________________________________________________________ 6.1.3 ...
Page 90 - СЪДЪРЖАНИЕ; БЪЛГАРСКИ
СЪДЪРЖАНИЕ БЪЛГАРСКИ pag. pag. 1. ОБЩИ ПРАВИЛА ЗА БЕЗОПАСНОСТ ПРИ ДЪГОВО ЗАВАРЯВАНЕ....... 90 5.2 НАЧИНИ ЗА ПОВДИГАНЕ НА ЕЛЕКТРОЖЕНА ...................................... 92 2. УВОД И ОБЩО ОПИСАНИЕ .......................................................................... 90 5.3 МЕСТОПОЛОЖЕНИЕ НА Е...
Page 91 - ОПИСАНИЕ НА ЕЛЕКТРОЖЕНА
ММА заваряване на обмазани електроди (рутилови, с киселинна обмазка или 7- Панел за задаване и показване на параметрите и режимите на базични). функциониране. Характеристики на регулиращата система - (INVERTER) като бързина и 8- Дистанционно регулиране. прецизност на регулирането, на този електрожен...
Page 93 - ПОДДРЪЖКА; ОТКРИВАНЕ
електрода на въздействието на HF, а проверете целостта на повърхността на електрода и съответсвието на върха, евентуално можете до го заточите с точило. 6.2.2 Изпълнение: В края на цикъла тока се спира чрез предварително зададено стъпаловидно - Поставете маската ПРЕД ЛИЦЕТО, разтъркайте върха на еле...
Page 94 - WELDING MACHINE TECHNICAL DATA; DATI TECNICI SALDATRICE; EV
FIG. A 6 4 5 9 8 7 FUSE T A 11 10 FIG. B WELDING MACHINE TECHNICAL DATA - DATI TECNICI SALDATRICE TAB.1 Kg 230V 230V T16A T16A T20A T16A T20A 16A 16A 32A 16A 32A 2 mm kg 10 16 25 16 25 5.3 3.9 6.1 6.8 8.5 I max(A) 2 MODE 130 150 220 160 220 LIFT HF/LIFT FIG. C 230V 50/60Hz IN - 94 - + OUT - 8 9 6 5 ...
Page 95 - TORCH TECHNICAL DATA -; DATI TECNICI TORCIA; SUGGESTED VALUES FOR WELDING -; DATI ORIENTATIVI PER SALDATURA; MODE
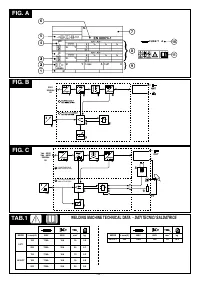
TORCH TECHNICAL DATA - DATI TECNICI TORCIA TAB.2 SUGGESTED VALUES FOR WELDING - DATI ORIENTATIVI PER SALDATURA 1 2 3 1 2 3 FIG. D 6 3 2 1 5 4 6 3 2 1 5 4 FIG. E TAB.3 - 95 - 5 190 - 250 3.2 11 - 12.5 6 - 7 3 - 4 VOLTAGE CLASS: 113V Ømm 1 ÷ 1.6 1 ÷ 2.4 1 ÷ 1.6 Air/Gas Air/Gas Air/Gas I max (A) COOLIN...
Page 97 - TIG DC
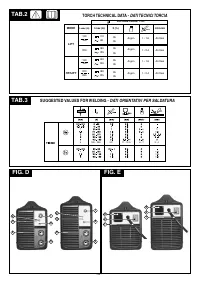
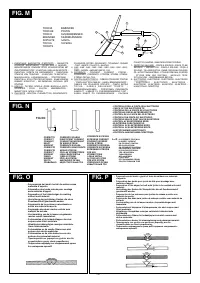
3mm TIG DC - Preparazione dei lembi rivoltati da saldare senza materiale d’apporto. - Préparation des bords relevés pour soudage sans matériau d'apport. - Preparation of the folded edges for welding without weld material. - Herrichtung der gerichteten Kanten, die ohne Zusatzwerkstoff geschweißt werd...
























































































 Telwin SUPERIOR TIG 422 AC DC HF LIFT User Manual
Telwin SUPERIOR TIG 422 AC DC HF LIFT User Manual Telwin SUPERIOR TIG 422 R A AC DC HF LIFT User Manual
Telwin SUPERIOR TIG 422 R A AC DC HF LIFT User Manual Telwin SUPERTIG 200 AC DC HF User Manual
Telwin SUPERTIG 200 AC DC HF User Manual Telwin TECHNOLOGY PLASMA 41 User Manual
Telwin TECHNOLOGY PLASMA 41 User Manual Telwin TECHNOLOGY TIG 222 AC DC HF LIFT User Manual
Telwin TECHNOLOGY TIG 222 AC DC HF LIFT User Manual Telwin TECHNOMIG 225 PULSE User Manual
Telwin TECHNOMIG 225 PULSE User Manual Telwin TELMIG 100 User Manual
Telwin TELMIG 100 User Manual