Page 4 - GENERAL SAFETY CONSIDERATIONS FOR ARC; associated protection measures and emergency procedures.; INDEX; GENERAL SAFETY CONSIDERATIONS FOR ARC WELDING
- 4 - lenses. Use special fire-resistant protective clothing and do not allow the skin to be exposed to the ultraviolet and infrared rays produced by the arc; other people in the vicinity of the arc should be protected by shields of non-reflecting curtains. - Noise level: If particularly intensive w...
Page 5 - INTRODUCTION AND GENERAL DESCRIPTION; METAL WELDABILITY; OTHER TECHNICAL DATA; DESCRIPTION OF THE WELDING MACHINE; Welding machine with integrated wire feed
- 5 - - Never lift the trolley assembled with the welding machine, wire feeder and cooling system (when present). - The only permitted lifting method is that described in the “INSTALLATION” section of this manual. - IMPROPER USE: it is hazardous to use the welding machine for any work other than tha...
Page 6 - • MIG-MAG Pulse on Pulse
- 6 - When this key is pressed the LED corresponding to the intended welding mode will light up: : MIG-MAG with “SHORT/SPRAY ARC” mode. : MIG-MAG with “PULSE ARC” mode. : MIG-MAG with “PULSE ON PULSE” mode. : TIG. : MMA electrode. 8- Key for selecting MIG-MAG torch button control mode. When this key...
Page 7 - programmes have been pre-stored in manual mode.; - DURING OPERATIONS WITH THE “SAVE” AND “RECALL” KEYS THE “PRG”
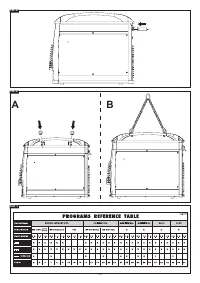
- 7 - 4.3 RECALLING AND STORING PROGRAMS 4.3.1 RECALLING MANUFACTURER’S PRE-STORED PROGRAMS 4.3.1.1 MIG-MAG SYNERGIC programs The welding machine is designed with 44 stored synergic programs, as specified in the table (TAB.3), which must be consulted when selecting a suitable program for the type of...
Page 8 - WARNING! BEFORE STARTING THE OPERATIONS TO LOAD THE
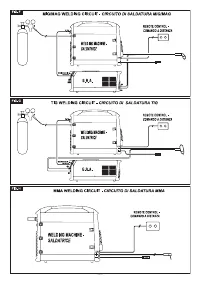
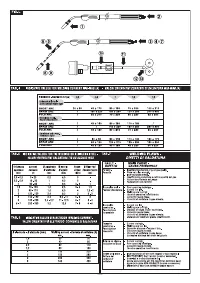
- 8 - 5.5.2.2 Connecting the welding current return cable - This is connected to the piece being welded or to the metal bench supporting it, as close as possible to the join being made. - This cable is connected to the terminal with the symbol (+). 5.5.2.3 Connecting the torch - Connect the TIG torc...
Page 9 - spray arc and pulse arc:; MIG-MAG Pulse on Pulse; MMA WELDING WITH COATED ELECTRODES; WARNING! CARRYING OUT CERTAIN CHECKS IMPLIES THE RISK OF
- 9 - - Suitable wire diameter: 0.8-1.6mm - Welding current range: 40-320A - weld ing voltage range : 17-28V - suitable gases : Ar 99.9% Normally the contact pipe should be 5-10mm inside the nozzle, the higher the arc voltage, the further inside; the length of free wire (stick-out) will normally be ...
Page 10 - INDICE
- 10 - maschere o caschi. Usare gli appositi indumenti ignifughi protettivi evitando di esporre l’epidermide ai raggi ultravioletti ed infrarossi prodotti dall’arco; la protezione deve essere estesa ad altre persone nelle vicinanze dell’arco per mezzo di schermi o tende non riflettenti. - Rumorosità...
Page 11 - INTRODUZIONE E DESCRIZIONE GENERALE; DESCRIZIONE DELLA SALDATRICE; sul lato anteriore:
- 11 - sconnesse etc...) esiste il pericolo di ribaltamento. - E’ vietato il sollevamento dell’assieme carrello con saldatrice, alimentatore di filo e gruppo di raffreddamento (quando presente). - L’unica modalità di sollevamento AMMESSA è quella prevista nella sezione ”INSTALLAZIONE” di questo manu...
Page 14 - Guaina in materiale sintetico per fili alluminio; SALDATURA: DESCRIZIONE DEL PROCEDIMENTO; spray arc e pulse arc:
- 14 - 5.5.3.2 Collegamento del cavo di ritorno della corrente di saldatura con pinza di massa - Collegare la pinza di massa al pezzo da saldare o al banco metallico su cui quest’ultimo è appoggiato, il più vicino possibile al giunto in esecuzione. - Collegare il cavo sulla saldatrice alla presa rap...
Page 15 - figura M; ATTENZIONE! PRIMA DI RIMUOVERE I PANNELLI DELLA; ATTENZIONE! L’ESECUZIONE DI ALCUNI CONTROLLI IMPLICA IL
- 15 - Con selezione SPRAY/SHORT ARC , ad ogni rotazione della manopola encoder (14) corrisponde la regolazione della velocità del filo (m/minuto), visualizzata sul display (16); durante la saldatura, il display commuta automaticamente sul valore della corrente reale (ampere). Con selezione PULSE AR...
Page 16 - RÈGLES GÉNÉRALES DE SÉCURITÉ POUR LE; 2081: INSTALLATION ET UTILISATION DES APPAREILS POUR LE SOUDAGE; SOMMAIRE
- 16 - protection afin d’éviter d’exposer l’épiderme aux rayons ultraviolets produits par l’arc. Ces mesures de protection doivent également être étendues à toute personne se trouvant à proximité de l’arc au moyen d’écrans ou de rideaux non réfléchissants. - Bruit: si, du fait d’opérations de soudag...
Page 18 - 1- Touche d’activation manuelle de l’électrovanne gaz.
- 18 - ÉLECTRODE. 3- DEL de signalisation PROGRAMMATION POSTE DE SOUDAGE. 4 - Touche de rappel (RECALL) des programmes de soudage personnalisés (voir par. 4.3.2.4). 5- Touche de mémorisation (SAVE) des programmes de soudage personnalisés (voir par. 4.3.2.3). 6- Touche de sélection programme de souda...
Page 22 - DEUTSCH; INHALTSVERZEICHNIS; ALLGEMEINE SICHERHEITSVORSCHRIFTEN ZUM
- 22 - DEUTSCH INHALTSVERZEICHNIS 1. ALLGEMEINE SICHERHEITSVORSCHRIFTEN ZUM LICHTBOGENSCHWEISSEN ..............................................................................22 2. EINFÜHRUNG UND ALLGEMEINE BESCHREIBUNG .......................................23 2.1 EINFÜHRUNG ..........................
Page 23 - EINFÜHRUNG UND ALLGEMEINE BESCHREIBUNG; SCHWEISSBARKEIT VON METALLEN; BESCHREIBUNG DER SCHWEISSMASCHINE; - Signal-LED – ANLIEGENDE SPANNUNG BRENNER ODER ELEKTRODE.
- 23 - Drahtzuführung und Kühlaggregat (falls vorhanden) anzuheben. - Die einzig zulässige Art, die Schweißmaschine anzuheben, wird im Abschnitt “INSTALLATION” in diesem Handbuch beschrieben. - UNSACHGEMÄSSER GEBRAUCH: Der Gebrauch der Schweißmaschine für andere als die vorgesehenen Arbeiten ist gef...
Page 24 - - Taste zum Einschalten der Fernsteuerung; 1- Taste zum manuellen Schalten des elektrischen Gasventils.
- 24 - : Bi-Level-Betrieb für MIG-MAG, WIG. : Punktschweißbetrieb MIG-MAG (SPOT). 9- Taste zum Einschalten der Fernsteuerung . Bei leuchtender LED kann ausschließlich mit der Fernbedienung reguliert werden: a) Bedienung mit einem Potenziometer (nur MMA und WIG): Benutzung des Potis anstelle des Enco...
Page 25 - VORBEREITUNG DER SCHWEISSMASCHINE AUF DIE INBETRIEBNAHME
- 25 - 4.3.2 SPEICHERUNG UND AUFRUF PERSONALISIERTER PROGRAMME IN MIG- MAG 4.3.2.1 Einführung Mit der Schweißmaschine lassen sich personalisierte Arbeitsprogramme mit einem PARAMETERSATZ (SET) speichern (SAVE), die für eine bestimmte Schweißung gelten. Jedes gespeicherte Programm kann jederzeit aufg...
Page 26 - der entsprechenden Vorsichtsmaßnahmen besteht die Gefahr von; besonders geeignet zum Schweißen auf
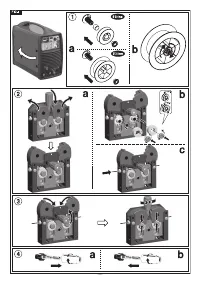
- 26 - PRÜFEN SIE, OB DIE DRAHTFÖRDERROLLEN, DIE DRAHTFÜHRUNGSSEELE UND DAS KONTAKTROHR DES BRENNERS MIT DEM DURCHMESSER UND DER ART DES VORGESEHENEN KABELS KOMPATIBEL UND KORREKT ANGEBRACHT SIND. WÄHREND DER DRAHT EINGEFÄDELT WIRD, DÜRFEN KEINE SCHUTZHANDSCHUHE GETRAGEN WERDEN. - Das Haspelfach öff...
Page 27 - SCHWEISSEN MIT UMHÜLLTER ELEKTRODE MMA; ABHILFEMASSNAHMEN; ACHTUNG! BEI EINIGEN KONTROLLEN BESTEHT DIE GEFAHR, MIT
- 27 - Bedarf die tatsächliche Lichtbogenlänge an die jeweiligen Anforderungen anzupassen. Je höher der Wert ist, desto weiter ist der Draht vom Werkstück entfernt. Die Lichtbogenabschnürung bestimmt dagegen die Konzentration und die Weite des Lichtbogens, der Einstellbereich dieses Parameters reich...
Page 28 - ÍNDICE
- 28 - SOLDADORAS DE HILO CONTINUO PARA LA SOLDADURA POR ARCO MIG-MAG Y FLUX, TIG, MMA PREVISTAS PARA USO PROFESIONAL Y INDUSTRIAL. Nota: En el texto que sigue se empleará el término “soldadora”. 1. SEGURIDAD GENERAL PARA LA SOLDADURA POR ARCO El operador debe tener un conocimiento suficiente sobre ...
Page 29 - - DESPLAZAMIENTO DE LA SOLDADURA Y CARRO RELATIVO:; INTRODUCCIÓN Y DESCRIPCIÓN GENERAL; DESCRIPCIÓN DE LA SOLDADORA; en el lado anterior:
- 29 - o no igualados) existe el peligro de vuelco. - Se prohíbe la elevación del conjunto del carro con soldadora, alimentador de hilo y grupo de enfriamiento (cuando está presente). - La única modalidad de elevación admitida es la prevista en la sección “INSTALACIÓN” de este manual. - USO IMPROPIO...
Page 32 - SOLDADURA: DESCRIPCIÓN DEL PROCEDIMIENTO; spray arc y pulse arc:
- 32 - 5.5.3.2 Conexión del cable de retorno de la corriente de soldadura - Se conecta a la pieza a soldar o al banco metálico en el que se apoya, lo más cerca posible de la junta en ejecución. - Este cable se conecta al borne con el símbolo (-). 5.5.4 RECOMENDACIONES - Girar a fondo los conectores ...
Page 34 - SEGURANÇA GERAL PARA A SOLDAGEM A ARCO
- 34 - MÁQUINAS DE SOLDA A FIO CONTÍNUO PARA A SOLDAGEM A ARCO MIG-MAG E FLUX, TIG, MMA PREVISTAS PARA USO PROFISSIONAL E INDUSTRIAL. Nota: No texto a seguir será utilizada a frase “máquina de solda” . 1. SEGURANÇA GERAL PARA A SOLDAGEM A ARCO O operador deve ser suficientemente informado sobre o us...
Page 36 - 6a, 16b, 16c- LED de indicação da unidade de medida em curso (corrente
- 36 - podem ser configurados pelo operador (somente em MIG-MAG SHORT e SPRAY ARC). 7- Tecla de selecção do procedimento de soldadura. Carregando a tecla ilumina-se o LED correspondente à modalidade de soldadura que se quer utilizar: : MIG-MAG com modalidade “SHORT/SPRAY ARC”. : MIG-MAG com modalida...
Page 39 - figura M
- 39 - fio (stick-out) é normalmente compreendido entre 10 e 20mm. Aplicação : soldadura em “posição” sobre espessuras médio-baixas e sobre materiais termicamente susceptíveis, especialmente adapta para soldar sobre ligas leves (alumínio e ligas do mesmo) também sobre espessuras inferiores a 3mm . 6...
Page 40 - ALGEMENE VEILIGHEID VOOR HET BOOGLASSEN; (Ook beroep doen op de ”TECHNISCHE SPECIFICATIE IEC of CLC/TS 62081”:; INHOUD; LASOPERATIE: BESCHRIJVING VAN DE PROCEDURE
- 40 - LASMACHINE MET CONTINUE DRAADVOEDING MET BOOG MIG-MAG EN VOORZIENE FLUX TIG, MMA VOOR PROFESSIONEEL EN INDUSTRIEEL GEBRUIK. Opmerking: In de volgende tekst zal de term “lasmachine” gebruikt worden . 1. ALGEMENE VEILIGHEID VOOR HET BOOGLASSEN De operator moet voldoende ingelicht zijn voor wat ...
Page 41 - INLEIDING EN ALGEMENE BESCHRIJVING; TECHNISCHE GEGEVENS; - LED van signalering AANWEZIGHEID SPANNING IN TOORTS OF OP
- 41 - - Het is verboden het geheel van wagentje met lasmachine, draadvoeder en koelunit (indien aanwezig) op te hijsen. - De enige manier van ophijsen die toegestaan is, is diegene die voorzien is in het deel “INSTALLATIE” van deze handleiding. - ONJUIST GEBRUIK: het gebruik van de lasmachine is ge...
Page 42 - • MIG-MAG Pulse arc 2 TIJDEN; • MIG-MAG Pulse on pulse
- 42 - lasprocedure die men wenst toe te passen : : MIG-MAG met procedure“SHORT/SPRAY ARC”. : MIG-MAG met procedure “PULSE ARC”. : MIG-MAG met procedure “PULSE ON PULSE”. : TIG. : elektrode MMA. 8- Toets van selectie van de controleprocedure van de drukknop toorts MIG- MAG. Wanneer men op de toets d...
Page 44 - OPGELET! VOORDAT MEN BEGINT MET DE LAADOPERATIES; BESCHRIJVING
- 44 - een mengsel Argon/CO 2 wordt gebruikt. - De ingangsbuis van het gas verbinden met de reductor en het strookje in dotatie vastzetten. Vervolgens het ander uiteinde van de buis verbinden met de desbetreffende aansluiting op de achterkant van de lasmachine en vastzetten met het bandje in dotatie...
Page 46 - INDHOLDSFORTEGNELSE; SVEJSNING: BESKRIVELSE AF FREMGANGSMÅDEN
- 46 - SVEJSEMASKINER MED UAFBRUDT TRÅD TIL MIG-/MAG- OG FLUX,TIG, MMA LYSBUESVEJSNING TIL PROFESSIONEL OG INDUSTRIEL BRUG. Bemærk: I den nedenstående tekst anvendes betegnelsen “svejsemaskine” . 1. ALMENE SIKKERHEDSNORMER VEDRØRENDE LYSBUESVEJSNING Operatøren skal sættes tilstrækkeligt ind i, hvord...
Page 47 - INDLEDNING OG ALMEN BESKRIVELSE; BESKRIVELSE AF SVEJSEMASKINEN
- 47 - Værnene og svejsemaskinens eller trådtilførselsanordningens indpaknings bevægelige dele skal anbringes rigtigt, før svejsemaskinen tilkobles netforsyningen. GIV AGT! Hvilket som helst manuelt indgreb på trådtilførselsanordningens bevægelige dele, såsom: - Udskiftning af rulle og/eller trådled...
Page 48 - • MIG-MAG Short arc “PRG 0”; • MIG-MAG Pulse arc 2 TIDER
- 48 - 8- Tast til valg af MIG-/MAG-brænderknappens styretilstand. Hvis der trykkes på denne tast, tændes signallampen svarende til: : 2-tids drift, ON-OFF med trykket knap. : 4-tids drift, ON-OFF med sluppet knap. : Dobbeltniveaudrift til MIG-MAG, TIG. : punktsvejsning til MIG-MAG (SPOT). 9- Tast t...
Page 49 - Bemærk: Det er IKKE muligt at anvende overføringsmåden PULSE ARC i; GIV AGT! DET ER STRENGT NØDVENDIGT, AT SVEJSEMASKINEN
- 49 - forbindelse med manuel drift “PRG 0”. 4.3.1.2 MANUEL DRIFT (“PRG 0”) Den manuelle drift svarer til tallet “0” på displayet og tilkobles udelukkende, hvis man forudgående har valgt overføringsmåden SHORT/SPRAY ARC (FIG. C (7)) . Da der i forbindelse med denne funktionsmåde ikke er nogen synerg...
Page 50 - GIV AGT! FØR MAN BEGYNDER ISÆTNINGSPROCEDUREN, SKAL; GIV AGT! Ved denne fremgangsmåde er tråden udsat for spænding og; SVEJSNING: BESKRIVELSE AF FREMGANGSMÅDEN; spray arc og pulse arc:
- 50 - 5.5.4 GODE RÅD - Drej svejsekablernes konnektorer helt fast i lynstikkontakterne , således at der sikres en optimal elektrisk kontakt; i modsat fald vil konnektorerne overophedes, hvorved de hurtigt ødelægges og begynder at fungere dårligere. - Anvend svejsekabler, der er så korte som muligt....
Page 51 - figur M
- 51 - pulse-on-pulse lysbuens størrelse under svejsningen. Lysbuens spænding angiver trådens afstand fra arbejdsemnet, og brugeren har mulighed for at ændre på den for det pågældende program forindstillede lysbuespændingsværdi inden for et område på -5% - +5%, hvis der opstår behov for at tilpasse ...
Page 52 - KAARIHITSAUKSEN YLEINEN TURVALLISUUS; SISÄLLYSLUETTELO
- 52 - TEOLLISUUS- JA AMMATTIKÄYTTÖÖN TARKOITETUT JATKUVAN LANGAN HITSAUSKONEET MIG-MAG- JA FLUX, TIG, MMA -KAARIHITSAUKSEEN. Huom.: jatkossa käytetään pelkkää nimitystä “hitsauskone”. 1. KAARIHITSAUKSEN YLEINEN TURVALLISUUS Hitsauskoneen käyttäjän on tunnettava riittävän hyvin koneen turvallinen kä...
Page 53 - JOHDANTO JA YLEISKUVAUS; pyörälangansyötöllä; HITSAUSLAITTEEN KUVAUS
- 53 - esitetty nostotapa. - VÄÄRÄ KÄYTTÖ: Hitsauskoneen käyttö muuhun kuin sille osoitettuun tarkoitukseen (esim. vesiputkiston sulattaminen) on vaarallista. - HITSAUSKONEEN JA SIIHEN KUULUVIEN RATTAIDEN SIIRTÄMINEN: varmista aina säiliö sopivilla välineillä, jotka estävät satunnaiset tippumiset. H...
Page 57 - HUOM.! ENNEN HUOLTOTOIMENPITEIDEN ALOITTAMISTA ON
- 57 - hitsausvirran voimakkuuden ja suuttimen halkaisijan mukaan. 6.1.4.2 Hitsausvirta Hitsausvirtaa säädetään enkooderinuppia kiertämällä (KUVA E (14)). Kun valittuna on SPRAY/SHORT ARC, jokainen nupin (14) kierros säätää langan nopeutta (m/minuutissa), näkyvissä näytöllä (16); hitsauksen aikana n...
Page 58 - Bemerk: i teksten nedenfor brukes termen “sveisebrenner”.; GENERELL SIKKERHET FOR BUESVEISING; (Se også “TEKNISKA DATA IEC eller CLC/TS 62081”: INSTALLASJON OG BRUK; INNHOLDSFORTEGNELSE; som ikke reflekterer lyset.
- 58 - SVEISEBRENNER MED KONTINUERLIG TRÅD FOR BUESVEISING MIG-MAG OG FLUX, TIG, MMA FOR PROFESJONELT BRUK OG INDUSTRIELT . Bemerk: i teksten nedenfor brukes termen “sveisebrenner”. 1. GENERELL SIKKERHET FOR BUESVEISING Operatøren må´ha tilstrekkelig kjenndom for å garantere et sikkert bruk av sveis...
Page 59 - INNLEDNING OG ALMINDELIG BESKRIVELSE; BESKRIVELSE AV SVEISEBRENNEREN
- 59 - og kjølegruppen (hvis installert). - Den eneste løftemodus som er tilatt er beskrevet i kapittel “INSTALLASJON” i denne brukerveiledningen. - GALT BRUK: det er farlig å bruke sveiseren for prosedyrer som ikke er beskrevet i brukerveiledningen (f.eks. for å tine opp rør i vannettet). - BEVEGEL...
Page 60 - • MIG-MAG Pulse arc 2 FASER
- 60 - : MIG-MAG med modus “PULSE ON PULSE”. : TIG. : MMA-elektrod. 8- Velger for kontrollmudis til sveisebrennertasten MIG-MAG. Da trykker på tasten, tennes tilsvarende LED: : funksjon i 2 faser, ON/OFF med nedtrykt tast. : funksjon i 4 faser, ON/OFF med fri tast. : funksjon bi-level til MIG-MAG, T...
Page 63 - figur M
- 63 - 6.1.4.2 Sveisestrøm Reguleringen av sveisestrømme blir utført av operatøren ved å dreie kodenhetens kontroll (FIG.E (14)) . Da du velger SPRAY/SHORT ARC og dreier kodenhetens kontroll (14) tilsvarer hver rotasjon reguleringen av trådens hastighet (m/minutt) og verdiet blir vist på skjermen (1...
Page 64 - INNEHÅLLSFÖRTECKNING; SVETSNING: BESKRIVNING AV TILLVÄGAGÅNGSSÄTT; SÄKERHETSANVISNINGAR; hjälp av icke reflekterande skärmar eller draperier.
- 64 - SVENSKA INNEHÅLLSFÖRTECKNING 1. ALLMÄNNA SÄKERHETSANVISNINGAR FÖR BÅGSVETSNING ...................64 2. INLEDNING OCH ALLMÄN BESKRIVNING ........................................................65 2.1 INLEDNING ......................................................................................
Page 65 - - FÖRFLYTTNING AV SVETSEN MED DEN TILLHÖRANDE VAGNEN: fäst alltid; INLEDNING OCH ALLMÄN BESKRIVNING; BESKRIVNING AV SVETSEN
- 65 - sektionen “INSTALLATION” i denna bruksanvisning. - FELAKTIG ANVÄNDNING: det är farligt att använda svetsen för något annat än vad den är avsedd för (t.ex. för att tina upp vattenrör). - FÖRFLYTTNING AV SVETSEN MED DEN TILLHÖRANDE VAGNEN: fäst alltid gastuben med lämpliga medel som förhindrar ...
Page 66 - • MIG-MAG Pulse arc 2 STEG
- 66 - : TIG. : MMA-elektrod. 8- Tangent för val av manöverläge för knappen på brännaren MIG-MAG. Genom att trycka på knappen tänds den lysdiod som motsvarar: : 2-stegs funktion, ON-OFF med intryckt knapp. : 4-stegs funktion, ON-OFF med fri knapp. : Bi-level funktion för MIG-MAG, TIG. : Funktionen h...
Page 67 - VIKTIGT! FÖRSÄKRA ER OM ATT SVETSEN ÄR AVSTÄNGD OCH
- 67 - som indikeras i tabellen (TAB.3) som man måste hänvisa till för att välja ett program som är lämpligt för den typ av svetsning som man har för avsikt att utföra. Valet av ett program sker genom att man trycker flera gånger på tangenten “PRG”, programmen motsvaras av ett nummer på mellan “0” o...
Page 68 - ESKRIVNING AV
- 68 - 5.5.3 SVETSNING MED BELAGD MMA-ELEKTROD (FIG. H) 5.5.3.1 Anslutning av elektrodhållartången Nästan alla de belagda elektroderna ska anslutas till pluspolen (+) på generatorn, med undantag för elektroder med basisk beläggning som ansluts till minuspolen (-). Anslut kabeln på elektrodhållartång...
Page 69 - spray arc och pulse arc:; figur; VARNING! ÖVERHÄNGANDE FARA FÖR KONTAKT MED DELAR
- 69 - - Bågspänning: 17-28V - Lämplig gas: Ar 99,9% I normala fall ska kontaktröret befinna sig 5-10mm in i munstycket, ju mer desto högre bågspänningen är, trådens fria längd (stick-out) ligger i normala fall på mellan 10 och 20mm. Tillämpning : svetsning i “position” på medelstor till liten tjock...
Page 70 - ΓΕΝΙΚΗ ΑΣΦΑΛΕΙΑ ΓΙΑ ΤΗ ΣΥΓΚΟΛΛΗΣΗ ΤΟΞΟΥ; ΚΑΤΑΛΟΓΟΣ ΠΕΡΙΕΧΟΜΕΝΩΝ
- 70 - ΣΥΓΚΟΛΛΗΤΕΣ ΜΕ ΣΥΝΕΧΕΣ ΣΥΡΜΑ ΓΙΑ ΣΥΓΚΟΛΛΗΣΗ ΤΟΞΟΥ MIG-MAG ΚΑΙ FLUX, TIG, MMA ΠΟΥ ΠΡΟΒΛΕΠΟΝΤΑΙ ΓΙΑ ΒΙΟΜΗΧΑΝΙΚΗ ΚΑΙ ΕΠΑΓΓΕΛΜΑΤΙΚΗ ΧΡΗΣΗ. Σημείωση: Στο κείμενο που ακολουθεί θα χρησιμοποιείται ο όρος “συγκολλητής”. 1.ΓΕΝΙΚΗ ΑΣΦΑΛΕΙΑ ΓΙΑ ΤΗ ΣΥΓΚΟΛΛΗΣΗ ΤΟΞΟΥ Ο χειριστής πρέπει να είναι επαρκώς ενη...
Page 71 - ΕΙΣΑΓΩΓΗ ΚΑΙ ΓΕΝΙΚΗ ΠΕΡΙΓΡΑΦΗ; ΠΕΡΙΓΡΑΦΗ ΤΟΥ ΣΥΓΚΟΛΛΗΤΗ
- 71 - κατάλληλη προς τον όγκο ικανότητα. Σε αντίθετη περίπτωση (πχ. κεκλιμένα, ανώμαλα δάπεδα κλπ. υπάρχει κίνδυνος αναποδογυρίσματος). - Απαγορεύεται η ανύψωση του συνόλου καρότσι με συγκολλητή, τροφοδότη σύρματος και μονάδα ψύξης (όταν υπάρχει). - Ο μοναδικός αποδεκτός τρόπος ανύψωσης είναι αυτός...
Page 74 - MMA
- 74 - όσο γίνεται πιο κοντά στο σημείο σύνδεσης υπό επεξεργασία. - Αυτό το καλώδιο συνδέεται στον ακροδέκτη με το σύμβολο (-). 5.5.2 ΣΥΓΚΟΛΛΗΣΗ TIG (ΕΙΚ. G) 5.5.2.1 Σύνδεση στη φιάλη αερίου - Βιδώστε το μειωτήρα πίεσης στη βαλβίδα της φιάλης αερίου τοποθετώντας ενδιάμεσα την κατάλληλη προσαρμογή πο...
Page 75 - PULSE; LIFT
- 75 - και έλλειψης προβολών με επέκταση σε σημαντικά χαμηλές τιμές ρεύματος, τέτοιες ώστε να ικανοποιούνται και πολλές χαρακτηριστικές εφαρμογές του “short-arc”. Σε κάθε ώθηση ρεύματος αντιστοιχεί η αποκόλληση μιας μεμονωμένης σταγόνας του σύρματος ηλεκτροδίου. Το φαινόμενο πραγματοποιείται με συχν...
Page 76 - ОГЛАВЛЕНИЕ
- 76 - СВАРОЧНЫЕ АППАРАТЫ НЕПРЕРЫВНОЙ СВАРКИ ДЛЯ ДУГОВОЙ СВАРКИ , MIG-MAG И ВО ФЛЮСЕ TIG И MMA ДЛЯ ПРОМЫШЛЕННОГО И ПРОФЕССИОНАЛЬНОГО ИСПОЛЬЗОВАНИЯ. Примечание: В приведенном далее тексте используется термин “сварочный аппарат”. 1. ОБЩАЯ ТЕХНИКА БЕЗОПАСНОСТИ ПРИ ДУГОВОЙ СВАРКЕ Рабочий должен быть хор...
Page 77 - ВВЕДЕНИЕ И ОБЩЕЕ ОПИСАНИЕ; ТЕХНИЧЕСКИЕ ДАННЫЕ
- 77 - случае (напр., пол под наклоном, неровный и т. д..) существует опасность опрокидывания. - Запрещается поднимать тележку вместе со сварочным аппаратом, устройством подачи проволоки и блоком охлаждения (когда он имеется). - Единственно допустимый метод подъема - это метод, предусмотренный в раз...
Page 81 - ТЕХ ОБСЛУЖИВАНИЕ
- 81 - Углеродистые и низколегированные стали - Диаметр сварочной проволоки: 0,8-1,6мм - Диапазон тока сварки: 60-360А - Диапазон напряжения дуги: 18-32В - Защитный газ: Аргон/СО 2 , Аргон/СО 2 /О 2 (СО 2 max 20%) Нержавеющие стали - Диаметр сварочной проволоки: 0,8-1,2мм - Диапазон тока сварки: 50-...
Page 82 - ÍVHEGESZTÉSHEZ PROFESSZIONÁLIS VAGY IPARI ALKALMAZÁS CÉLJÁRA.; AZ ÍVHEGESZTÉS ÁLTALÁNOS BIZTONSÁGI; csatlakozik a földeléshez.; TARTALOMJEGYZÉK; EGYÉB KOCKÁZATOK
- 82 - HUZALOS HEGESZTŐGÉPEK MIG-MAG ÉS FLUX, TIG, MMA FOLYTONOS ÍVHEGESZTÉSHEZ PROFESSZIONÁLIS VAGY IPARI ALKALMAZÁS CÉLJÁRA. Megjegyzés: Az alábbiakban a “hegesztőgép” kifejezés használatos. 1. AZ ÍVHEGESZTÉS ÁLTALÁNOS BIZTONSÁGI SZABÁLYAI A hegesztőgép kezelője kellő információ birtokában kell le...
Page 83 - BEVEZETÉS ÉS ÁLTALÁNOS LEÍRÁS; A HEGESZTŐGÉP LEÍRÁSA; MIG hegesztéshez
- 83 - felületen kell elhelyezni; ellenkező esetben (pl. meghajlított, szétszedett padlózat stb.) fennáll a billenés veszélye. - A kocsi hegesztőgéppel, huzaladagolóval és hűtőegységgel (amikor van) történő együttes felemelése tilos. - NEM MEGFELELŐ HASZNÁLAT: a hegesztőgép használata veszélyes bárm...
Page 87 - Rozsdamentes acélok; MMA BEVONT ELEKTRÓDÁS HEGESZTÉS; KAPCSOLVA ÉS KAPCSOLATA AZ ÁRAMELLÁTÁSI HÁLÓZATTAL; RENDELLENESSÉGEK, OKOK ÉS MEGOLDÁSOK; “KARBANTARTÁS”
- 87 - Rozsdamentes acélok - Használható huzalok átmérője: 0,8-1,2mm - Hegesztőáram tartomány: 50-230A - Hegesztőfeszültség tartomány: 17-26 V - Felhasználható gáz: Ar/CO 2 vagy Ar/CO 2 (1-2%) keverékgázok Alumínium vagy ötvözetei: - Használható huzalok átmérője: 0,8-1,6mm - Hegesztőáram tartomány: ...
Page 88 - CUPRINS; sau de covoare izolante.
- 88 - APARATE DE SUDURĂ CU SÂRMĂ CONTINUĂ PENTRU SUDURA CU ARC MIG- MAG ŞI FLUX, TIG, MMA DESTINATE UZULUI PROFESIONAL ŞI INDUSTRIAL. Observaţie: În textul care urmează se va utiliza termenul “aparat de sudură”. 1. MĂSURI GENERALE DE SIGURANŢĂ ÎN CAZUL SUDURII CU ARC Operatorul trebuie să fie destu...
Page 89 - ALTE RISCURI; INTRODUCERE ŞI DESCRIERE GENERALĂ; DESCRIEREA APARATULUI DE SUDURĂ
- 89 - ALTE RISCURI - Este interzisă ridicarea ansamblului constituit din căruciorul cu aparat de sudură, alimentatorul de sârmă şi grupul de răcire (când este prezent). - FOLOSIRE IMPROPRIE: utilizarea aparatului de sudură în scopuri diferite faţă de cel pentru care a fost destinat (de ex. decongel...
Page 90 - MIG-MAG Short arc “PRG 0”; MIG-MAG Pulse arc 2 TIMPI; MIG-MAG Pulse on pulse
- 90 - sudură dorite: : MIG-MAG cu modalitate “SHORT/SPRAY ARC”. : MIG-MAG cu modalitate “PULSE ARC”. : MIG-MAG cu modalitate “PULSE ON PULSE”. : TIG. : electrod MMA. 8- Tastă de selectare a modalităţii de control a butonului pistoletului MIG- MAG. Apăsând această tastă, LEDUL se iluminează corespun...
Page 91 - MAG; - ÎN MODALITATEA CU ELECTROZI MMA SAU TIG NU SE POT SALVA
- 91 - 4.3.1.2 FUNCŢIONAREA ÎN MODALITATEA MANUALĂ („PRG 0”) Funcţionarea în modalitatea manuală corespunde cu cifra „0” de pe display şi este activă numai dacă în prealabil a fost selecţionată modalitatea de transfer SHORT/ SPRAY ARC (FIG. C, tasta (7)). În această modalitate, nefiind prevăzută nic...
Page 93 - FIG; SUDURA CU ELECTROD ÎNVELIT MMA
- 93 - comută pe valoarea curentului real (amperi) în timpul sudurii. Observaţi că în toate programele sinergice valorile minimă şi maximă reglabile (m/ minut, amperi sau grosime în mm) sunt cele programate din fabrică şi nu modificabile de către utilizator. Valorile orientative ale curentului cu sâ...
Page 94 - SPIS TREŚCI
- 94 - SPAWARKI O CI Ą GŁYM PODAWANIU DRUTU, PRZEZNACZONE DO SPAWANIA ŁUKOWEGO METOD Ą MIG-MAG, FLUX, TIG ORAZ MMA, ZAPROJEKTOWANE DO U Ż YTKU PROFESJONALNEGO I PRZEMYSŁOWEGO. Uwaga: Poniżej zastosowano termin ”spawarka” . 1. OGÓLNE BEZPIECZEŃSTWO PODCZAS SPAWANIA ŁUKOWEGO Operator powinien być odpo...
Page 99 - Stale nierdzewne; rysunku M; IEPRAWIDŁOWOŚCI, PRZYCZYNY I ŚRODKI
- 99 - - Gaz przeznaczony do użytku: mieszanki Ar/CO 2 lub Ar/CO 2 /O 2 (CO2 max 20%) Stale nierdzewne - Średnica drutów przeznaczonych do użytku: 0,8-1,2mm - Zakres prądu spawania: 50-230A - Zakres napięcia spawania: 17-26 V - Gaz przeznaczony do użytku: mieszanki Ar/CO 2 lub Ar/CO 2 (1-2%) Alumini...
Page 100 - OBSAH; ZBYTKOVÁ RIZIKA
- 100 - SVAŘOVACÍ PŘÍSTROJE S PLYNULÝM PODÁVÁNÍM DRÁTU PRO OBLOUKOVÉ SVAŘOVÁNÍ MIG-MAG A FLUX, TIG, MMA, URČENÉ PRO PROFESIONÁLNÍ A PRŮMYSLOVÉ POUŽITÍ Poznámka: V následujícím textu bude použitý výraz „svařovací přístroj“. 1. ZÁKLADNÍ BE ZPEČNOSTNÍ POKYNY PRO OBLOUKOVÉ SVAŘOV ÁNÍ Operátor musí být d...
Page 101 - OD NAPÁJECÍHO ROZVODU.; ÚVOD A ZÁKLADNÍ POPIS; POPIS SVAŘOVACÍHO PŘÍSTROJE
- 101 - Před připojením svařovacího přístroje do napájecí sítě se musí všechny ochranné kryty a pohyblivé součásti obalu svařovacího přístroje a podávače drátu nacházet v předepsané poloze. UPOZORNĚNÍ! Jakýkoli manuální zásah na pohyblivých součástech podávače drátu, například: - Výměna válečků a/ne...
Page 104 - VYPNUT A ODPOJEN OD NAPÁJECÍHO ROZVODU.
- 104 - - Vyhněte se použití kovových struktur, které netvoří součásti opracovávaného dílu pro svod svařovacího proudu, namísto zemnicího kabelu; může to znamenat ohrožení bezpečnosti a vést k neuspokojivým výsledkům svařování. 5.6 NALOŽENÍ CÍVKY S DRÁTEM (Obr. I) UPOZORNĚNÍ! PŘED PROVÁDĚNÍM OPERACÍ...
Page 105 - ORUCHY, JEJICH PŘÍČINY A ZPŮSOB JEJICH
- 105 - 6.1.4.2 Napětí oblouku a přiškrcení oblouku (pinch-off) U synergických programů MIG-MAG pulse arc a pulse-on-pulse tyto dva parametry určují rozměr oblouku během svařování. Napětí oblouku poukazuje na vzdálenost drátu od svařovaného dílu a rozsah změny, kterou může provést uživatel, je omeze...
Page 106 - SLOVENSKY; ZBYTKOVÉ RIZIKÁ
- 106 - ZVÁRACIE PRÍSTROJE S PLYNULÝM PODÁVANÍM DRÔTU PRE OBLÚKOVÉ ZVÁRANIE MIG-MAG A FLUX, TIG, MMA, URČENÉ PRE PROFESIONÁLNE A PRIEMYSELNÉ POUŽITIE. Poznámka: V nasledujúcom texte bude použitý výraz „zvárací prístroj“. 1. ZÁKLADNÉ B EZPEČNOSTNÉ POKYNY PRE OBLÚKOVÉ ZVÁR ANIE Operátor musí byť dosta...
Page 107 - OD NAPÁJACIEHO ROZVODU.; ÚVOD A ZÁKLADNÝ POPIS; POPIS ZVÁRACIEHO PRÍSTROJA
- 107 - zaistite tlakovú nádobu vhodným spôsobom, aby nespadla. Pred pripojením zváracieho prístroja do napájacej siete, sa musia všetky ochranné kryty a pohyblivé súčasti obalu zváracieho prístroja a podávača drôtu nachádzať v predpísanej polohe. UPOZORNENIE! Akýkoľvek manuálny zásah do pohyblivých...
Page 111 - ZVÁRANIE S OBALENOU ELEKTRÓDOU MMA; PORUCHY, ICH PRÍČINY A SPÔSOB ICH ODSTRÁNENIA
- 111 - 6.1.4.3 Napätie oblúka a priškrtenie oblúka (pinch-off) Pri synergických programoch MIG-MAG pulse arc a pulse-on-pulse tieto dva parametre určujú rozmer oblúka počas zvárania. Napätie oblúka poukazuje na vzdialenosť drôtu od zváraného dielu a rozsah zmeny, ktorú môže vykonať užívateľ je obme...
Page 112 - SPLOŠNA VARNOST PRI OBLOČNEM VARJENJU; KAZALO
- 112 - VARILNI APARATI Z NESKONČNO ŽICO ZA OBLOČNO VARJENJE MIG-MAG IN FLUX, TIG, MMA, PREDVIDENI ZA PROFESIONALNO IN INDUSTRIJSKO UPORABO. V nadaljevanju je uporabljen izraz “varilni aparat” . 1. SPLOŠNA VARNOST PRI OBLOČNEM VARJENJU Operater mora biti primerno poučen o varnem uporabljanju varilne...
Page 114 - 0- Tipka za izbiro varilnih parametrov.
- 114 - : MIG-MAG z načinom “PULSE ON PULSE”. : TIG. : elektroda MMA. 8- Tipka za izbiro krmilnega načina gumba na elektronskem držalu MIG- MAG. Ko pritisnete tipko, zasveti svetleča dioda, ki ustreza: : 2-koračnemu delovanju, ON-OFF s pritisnjenim gumbom. : 4-koračnemu delovanju, ON-OFF s spuščenim...
Page 117 - Delovanje MIG-MAG pulse on pulse; KAKOVOST VARJENJA
- 117 - hitrosti napredovanja žice (m/minuta), ki je prikazana na zaslonu (16); med varjenjem se napis na zaslonu samodejno spreminja v skladu z realno vrednostjo toka (v amperih). Z izbiro PULSE ARC ali PULSE ARC PULSE-ON-PULSE vsak vrtljaj ročice kodirnika (14) ustreza uravnavanju varilnega toka, ...
Page 118 - OPĆA SIGURNOST ZA LUČNO VARENJE
- 118 - STROJEVI ZA VARENJE SA STALNIM NAPAJANJEM ŽICOM ZA LUČNO VARENJE MIG-MAG I FLUX, TIG, MMA PREDVIĐENI ZA STRUČNU I INDUSTRIJSKU UPOTREBU. Napomena: U slijedećem tekstu biti će korišten termin “stroj za varenje” . 1. OPĆA SIGURNOST ZA LUČNO VARENJE Operater mora biti dovoljno obaviješten o sig...
Page 119 - OPIS STROJA ZA VARENJE; Stroj za varenje sa ugrađenim povlačenjem na prednjoj strani:
- 119 - neravan pod itd...) pstoji opasnost od prevrtanja. - Zabranjeno je podizanje cijelog bloka kolica i aparata za varenje, napajača žice i sustava za hlađenje (gdje je prisutan). - NEPRIKLADNA UPOTREBA: opasno je upotrebljavati stroj za varenje za bilu koju svrhu koja se razlikuje od predviđene...
Page 120 - ODABIR I MEMORIZACIJA PROGRAMA
- 120 - 7- Tipka za odabir procedure varenja. Pritiskom na tipku pali se LED kod načina varenja koji se želi primijeniti: : MIG-MAG sa načinom rada “SHORT/SPRAY ARC”. : MIG-MAG sa načinom rada “PULSE ARC”. : MIG-MAG sa načinom rada “PULSE ON PULSE”. : TIG. : elektroda MMA. 8- Tipka za odabir načina ...
Page 121 - POSTAVLJANJE STROJA
- 121 - Stroj za varenje predviđa 44 memoriziranih sinergičnih programa, sa osobinama koje su navedene u tablici (TAB.3) na koje se treba obratiti za odabir prikladnog programa za vrstu varenja koje se namjerava vršiti. Odabir određenog programa vrši se pritiskom u nizu na tipku “PRG” kojoj odgovara...
Page 122 - Aluminijum i legure
- 122 - prespajanje plinske cijevi i kabela za upravljanje baterijom. 5.5.3 VARENJE SA OBLOŽENOM ELEKTRODOM MMA (FIG. H) 5.5.3.1 Spajanje hvataljke za držanje elektrode Skoro sve obložene elektrode se spajaju na pozitivni pol (+) generatora; samo elektrode obložene kiselinom spajaju se na negativni ...
Page 123 - Rad MIG-MAG Pulse on Pulse; KVALITETA VARENJA
- 123 - 6.1.4 REGULACIJA PARAMETARA VARENJA MIG-MAG 6.1.4.1 Zaštitni plin Isporuka zaštitnog plina mora biti: short arc: 8-14 l/min spray arc i pulse arc: 12-20 l/min ovisno o intenzitetu struje varenja i promjera štrcaljke. 6.1.4.2 Struja varenja Regulaciju struje varenja vrši operater rotirajući o...
Page 124 - BENDRI SAUGUMO REIKALAVIMAI LANKINIAM; specialiais neaktininiais stiklais.; TURINYS; profesionaliais tikslais.
- 124 - PROFESIONALIAM IR PRAMONINIAM NAUDOJIMUI SKIRTI SUVIRINIMO APARTATAI MIG-MAG LANKINIAM SUVIRINIMUI BEI FLUX, TIG, MMA SUVIRINIMUI VIELA. Pastaba: Tekste toliau bus naudojamas terminas “suvirinimo aparatas” . 1. BENDRI SAUGUMO REIKALAVIMAI LANKINIAM SUVIRINIMUI Operatorius turi būti pakankama...
Page 126 - 0- Suvirinimo parametrų pasirinkimo mygtukas; TAKTŲ MIG-MAG Pulse arc; 6- 3 skaitmenų raidinis skaitmeninis displėjus
- 126 - 7- Suvirinimo proceso pasirinkimo mygtukas. Paspaudus šį mygtuką, užsidega šviesos diodas, esantis šalia pasirinkto suvirinimo režimo: : MIG-MAG režime “SHORT/SPRAY ARC”. : MIG-MAG režime “PULSE ARC”. : MIG-MAG režime “PULSE ON PULSE”. : TIG. : MMA elektrodas. 8- MIG-MAG degiklio jungiklio v...
Page 128 - ATJUNTAS NUO MAITINIMO TINKLO.; Aliuminis ir jo lydiniai
- 128 - padėtas virinamas gaminys, kaip galima arčiau atliekamos siūlės. - Sujungti laidą, esantį ant suvirinimo aparato su paviršiniu lizdu (+). 5.5.2.3 Degiklio sujungimas - Sujungti TIG degiklį su paviršiniu lizdu (-), esančiu ant suvirinimo aparato priekinio skydo; pabaigti dujų vamzdžio ir degi...
Page 129 - GEDIMAI, JŲ PRIEŽASTYS IR PAŠALINIMAS
- 129 - 6.1.4 MIG-MAG SUVIRINIMO PARAMETRŲ REGULIAVIMAS 6.1.4.1 Apsauginės dujos Apsauginių dujų tiekimas turi būti: short arc režime: 8-14 l/min spray arc ir pulse arc režimuose: 12-20 l/min priklausomai nuo suvirinimo srovės intensyvumo ir antgalio skersmens. 6.1.4.2 Suvirinimo srovė Suvirinimo sr...
Page 130 - MMA REŽIIMIL, MIS SOBIB NII PROFESSIONAALSEKS KUI TÖÖSTUSLIKUKS; (Vaata ka „IEC TEHNILISED TINGIMUSED või CLC/TS 62081”:; SISUKORD; KAARKEEVITUSE ÜLDISED OHUTUSNÕUDED
- 130 - TRAATKEEVITUSAPARAAT KAARKEEVITUSEKS MIG-MAG JA FLUX, TIG NING MMA REŽIIMIL, MIS SOBIB NII PROFESSIONAALSEKS KUI TÖÖSTUSLIKUKS KASUTAMISEKS. Märge: Alltoodud tekstis võetakse kasutusele termin “keevitusaparaat”. 1. KAARKEEVITUSE ÜLDISED OHUTUSNÕUDED Keevitusaparaadi kasutaja peab olema piisa...
Page 131 - SISSEJUHATUS JA ÜLDINE KIRJELDUS
- 131 - seadme kaalule vastavale pinnale. Vastupidisel juhul (nt. kalduv põrand, põrandaliistude vahed jne.) eksisteerib seadme ümberkukkumise oht. - Enne keevitusaparaadi paigalttõstmist tuleb selle küljest ilmtingimata lahti ühendada nii veermik, traadietteandemehhanism kui jahutusseade (juhul kui...
Page 132 - Klahv MIG-MAG põleti lüliti juhtimisrežiimi määramiseks.
- 132 - töötaja saab kõik keevitusparameetreid eraldi seadistada (ainult MIG-MAG SHORT ja SPRAY ARC režiimil). 7- Keevitusrežiimi valiku klahv. Klahvile vajutades süttib soovitud keevitusrežiimile vastav LED signaallamp: : MIG-MAG režiimil „SHORT/SPRAY ARC”. : MIG-MAG režiimil „PULSE ARC”. : MIG-MAG...
Page 136 - SATURS; CITI RISKI
- 136 - PROFESIONĀLAJAI UN RŪPNIECISKAJAI LIETOŠANAI PAREDZĒTIE NEPĀRTRAUKTAS ŠUVES METINĀŠANAS APARĀTI MIG-MAG UN FLUX, TIG, MMA LOKA METINĀŠANAI. Piezīme: Tālāk tekstā tiks izmantots termins “metināšanas aparāts”. 1. VISPĀRĪGĀ DROŠĪBAS TEHNIKA LOKA METINĀŠANAS LAIKĀ Lietotājam jābūt pietiekoši lab...
Page 137 - IEVADS UN VISPĀRĪGS APRAKSTS
- 137 - utt.) pastāv apgāšanas risks. - Ir aizliegts pacelt ratiņus ar metināšanas aparātu, stieples padeves ierīci un dzesēšanas mezglu (ja tas ir). - NEPAREIZA IZMANTOŠANA: ir bīstami izmantot metināšanas aparātu nolūkiem, kuriem tas nav paredzēts (piemēram, ūdensvada cauruļu atsaldēšana). - METIN...
Page 141 - PARASTO TEHNISKO APKOPI VAR VEIKT OPERATORS.
- 141 - 6.1.4 MIG-MAG METINĀŠANAS PARAMETRU REGULĒŠANA 6.1.4.1 Aizsarggāze Aizsarggāzes patēriņam jābūt šādam: short arc: 8-14 l/min spray arc un pulse arc: 12-20 l/min atkarībā no metināšanas strāvas intensitātes un no sprauslas diametra. 6.1.4.2 Metināšanas strāva Operators var noregulēt metināšan...
Page 142 - ОБЩИ ПРАВИЛА ЗА БЕЗОПАСНОСТ ПРИ ДЪГОВО; СЪДЪРЖАНИЕ
- 142 - ЕЛЕКТРОЖЕНИ С НЕПРЕКЪСНАТА ЕЛЕКТРОДНА ТЕЛ ЗА ДЪГОВО ЗАВАРЯВАНЕ MIG-MAG, ФЛЮСОВО ЗАВАРЯВАНЕ И ВИГ (TIG) ЗАВАРЯВАНЕ ЗА ПРОФЕСИОНАЛНА И ПРОМИШЛЕНА УПОТРЕБА Забележка: В текста, който следва е използван термина “електрожен”. 1. ОБЩИ ПРАВИЛА ЗА БЕЗОПАСНОСТ ПРИ ДЪГОВО ЗАВАРЯВАНЕ. Електроженистът т...
Page 143 - УВОД И ОБЩО ОПИСАНИЕ; ОПИСАНИЕ НА ЕЛЕКТРОЖЕНА
- 143 - 5.10; А.7; А.9 в “Техническа спецификация IEC или CLC/TS 62081”. - ТРЯБВА да бъде забранено заваряването на работник над земята, повдигането над земята и заваряването може да бъде извършвано чрез специална осигурителна платформа. - НАПРЕЖЕНИЕ МЕЖДУ РЪКОХВАТКИТЕ ЗА ЕЛЕКТРОДИ ИЛИ ГОРЕЛКИТЕ: пр...
Page 148 - ОТСТРАНЯВАНЕ
- 148 - параметъра определят размерите на дъгата по време на заваряване. Напрежението на дъгата показва разстоянието на електродната тел от детайла, а оператора е ограничен до простата корекция от 5% до + 5% на предварително зададената стойност на напрежението във всяка програма, за да може евентуал...
Page 149 - TAB.2 TECHNICAL DATA FOR THE TORCH; Fe; Al; Co
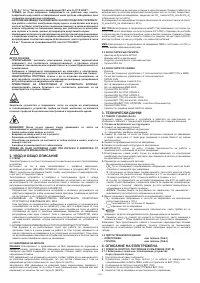
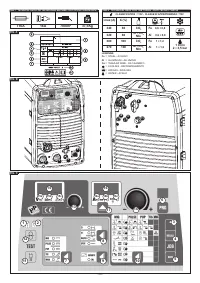
- 149 - FIG. B 5 11 4 3 2 6 7 1 8 9 10 12 13 FIG. C 1 2 12 7 9 8 10 6 14 17 16a 13 4 5 11 3 16b 16c 15a 15b 15c 15 16 a b c d e f g h TAB.1 TECHNICAL DATA FOR THE WELDING MACHINE - DATI TECNICI SALDATRICE T16A 16A 70mm 2 37,5Kg TAB.2 TECHNICAL DATA FOR THE TORCH - DATI TECNICI TORCIA CLASSIFICATION ...
Page 156 - ГАРАНТИЙНЫЙ СЕРТИФИКАТ; ÊÁÔÅÕÈÕÍÔÇÑÉÁ; STANDARD
- 156 - ( SK ) ZÁRUKA Výrobca ručí za správnu činnosť strojov a zaväzuje sa vykonať bezplatnú výmenu dielov opotrebovaných z dôvodu zlej kvality materiálu a následkom konštrukčných vád do 12 mesiacov od dátumu uvedenia stroja do prevádzky, uvedeného na záručnom liste. Vrátené stroje a to i v podmien...

































































































































 Telwin BIMAX 105
User Manual
Telwin BIMAX 105
User Manual
 Telwin ENTERPRISE PLASMA 160 HF
User Manual
Telwin ENTERPRISE PLASMA 160 HF
User Manual
 Telwin SUPERIOR PLASMA 60 HF
User Manual
Telwin SUPERIOR PLASMA 60 HF
User Manual
 Telwin SUPERIOR TIG 311 DC HF LIFT
User Manual
Telwin SUPERIOR TIG 311 DC HF LIFT
User Manual
 Telwin SUPERIOR TIG 422 AC DC HF LIFT
User Manual
Telwin SUPERIOR TIG 422 AC DC HF LIFT
User Manual
 Telwin SUPERIOR TIG 422 R A AC DC HF LIFT
User Manual
Telwin SUPERIOR TIG 422 R A AC DC HF LIFT
User Manual
 Telwin TECHNOLOGY TIG 185 DC HF LIFT
User Manual
Telwin TECHNOLOGY TIG 185 DC HF LIFT
User Manual
 Telwin TECHNOLOGY TIG 222 AC DC HF LIFT
User Manual
Telwin TECHNOLOGY TIG 222 AC DC HF LIFT
User Manual