Awelco MIG ONE - Manuals
Awelco MIG ONE Welding Equipment – User Manual in PDF format online.
Manuals:
User Manual Awelco MIG ONE















Summary
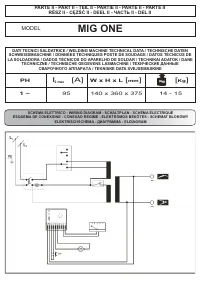
MODEL MIG ONE PARTE II - PART II - TEIL II - PARTIE II - PARTE II - PARTE II RÉSZ II - CĘ ŚĆ II - Z DEEL II - ЧАСТЬ II - DEL II SCHEMA ELETTRICO - WIRING DIAGRAM - SCHALTPLAN - SCHÉMA ÉLECTRIQUE ESQUEMA DE CONEXIONE - CONEXÃO REGIME - ELEKTROMOS BEKÖTES - SCHEMAT BLOKOWY ELEKTRISCHSCHEMA - - ELDIAGR...
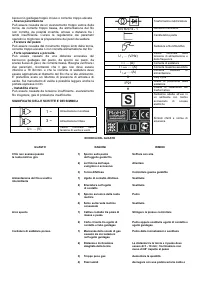
ITALIANO DESCRIZIONE GENERALE Saldatrici a filo continuo che salda filo animato senza gas. PER UNA RESA OTTIMALE DELLA SALDATURA SI CONSIGLIA DI UTILIZZARE DURANTE LA STESSA LO SPAY PER SALDATURA PROMIG JET; IN TAL MODO SI ESALTERANNO LE CARATTERISTICHE DI TENUTA, OLTRE AD UNA AZIONE DI RIDUZIONE DE...
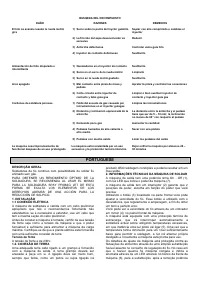
beccuccio guidagas troppo chiuso o corrente troppo elevata. - Scarsa penetrazione Può essere causata da un avanzamento troppo veloce della torcia, da corrente troppo bassa, da alimentazione del filo non corretta, da polarità invertita, smussi e distanza tra i lembi insufficiente. Curare la regolazio...
Awelco Welding Equipment Manuals
-
 Awelco BLUEMIG 110
User Manual
Awelco BLUEMIG 110
User Manual
-
 Awelco BLUEMIG 145
User Manual
Awelco BLUEMIG 145
User Manual
-
 Awelco CLUB 100US
User Manual
Awelco CLUB 100US
User Manual
-
 Awelco CLUB 150
User Manual
Awelco CLUB 150
User Manual
-
 Awelco CLUB 1850
User Manual
Awelco CLUB 1850
User Manual
-
 Awelco HOBBY 150
User Manual
Awelco HOBBY 150
User Manual
-
 Awelco HOBBY 150US
User Manual
Awelco HOBBY 150US
User Manual
-
 Awelco MASTER 215
User Manual
Awelco MASTER 215
User Manual
-
 Awelco MIKRO 164
User Manual
Awelco MIKRO 164
User Manual
-
 Awelco MIKROTIG 200
User Manual
Awelco MIKROTIG 200
User Manual
-
 Awelco TORNADO 200
User Manual
Awelco TORNADO 200
User Manual
-
 Awelco TORNADO 250
User Manual
Awelco TORNADO 250
User Manual